

Një makinë për derdhjen e plastikës me injeksion e transformon në mënyrë efikase plastikën e papërpunuar në forma të sakta dhe komplekse. Ky proces ofron përfitime të jashtëzakonshme:
- Prodhimi i pjesëve komplekse me saktësi të lartë dimensionale.
- Duke ofruar cilësi të qëndrueshme dhe përsëritshmëri.
- Ulja e kostove të prodhimit në prodhimin në shkallë të gjerë.
Dizajne të avancuara, të tilla si Makina e Formimit me Injeksion të Tipit me Vidë dheMakinë derdhjeje me injeksion të tipit vidë, përmirësojnë rrjedhën e materialeve dhe optimizojnë performancën. Përveç kësaj,Makinë për derdhje me injeksion me dy fuçidheMakinë derdhjeje me injeksion me vidëpërmirësojë më tej efikasitetin dhe rendimentin në procesin e prodhimit.
Njësia e Injektimit në Makinën e Formimit me Injeksion të Tipit me Vidë
Njësia e injektimit në një Makinë Formëzimi me Injeksion të Tipit Vidë luan një rol kyç në transformimin e kokrrizave të plastikës së papërpunuar në një gjendje të shkrirë dhe injektimin e tyre në formë. Kjo njësi përbëhet nga tre komponentë kryesorë: mekanizmi i bunkut, fuçisë dhe vidës. Secila pjesë kontribuon në efikasitetin dhe saktësinë e procesit të formëzimit.
Hopper
Kanali shërben si pikë hyrjeje për materialet plastike të papërpunuara. Ai mban peletat plastike dhe i fut ato në fuçi për përpunim të mëtejshëm. Kanalet moderne shpesh përfshijnë karakteristika si sisteme tharjeje të materialeve për të hequr lagështinë nga peletat, duke siguruar cilësi optimale të shkrirjes. Duke ruajtur një furnizim të vazhdueshëm me material, kanali mbështet cikle prodhimi të pandërprera në Makinerinë e Formimit me Injeksion të Tipit me Vidë.
Fuçi
Fuçia është një dhomë cilindrike që strehon mekanizmin e vidës. Ajo i ngroh peletat plastike deri në pikën e tyre të shkrirjes duke përdorur zona të shumëfishta ngrohjeje. Këto zona - zakonisht të ndara në zona furnizimi, prapa, të mesme dhe të përparme - lejojnë kontroll të saktë të temperaturës, i cili është kritik për arritjen e cilësisë uniforme të shkrirjes. Shpërndarja e saktë e temperaturës brenda fuçisë parandalon probleme si deformimi, pasaktësitë dimensionale dhe degradimi i materialit. Ky kontroll i kujdesshëm siguron që Makina e Formimit me Injeksion të Tipit Vidë të ofrojë prodhim me cilësi të lartë në mënyrë të vazhdueshme.
- Temperaturat e duhura të zonës së fuçisë janë thelbësore për funksionim efikas.
- Cilësimet e gabuara mund të çojnë në defekte në produktin përfundimtar.
- Dizajnet e përparuara përmirësojnë efikasitetin e energjisë dhe ulin kostot operative.
Mekanizmi i vidës
Mekanizmi i vidës është zemra e njësisë së injektimit. Ai rrotullohet brenda fuçisë, duke përzier dhe shkrirë kokrrizat plastike ndërsa shtyn materialin e shkrirë përpara. Dizajni i vidës ndikon ndjeshëm në procesin e shkrirjes dhe injektimit. Për shembull, njësia stacionaredizajne me vidapërmirësojnë plastifikimin duke siguruar ekspozim të qëndrueshëm ndaj prerjes dhe vëllim të shtënave. Përveç kësaj, karakteristika si valvulat me hapje të vogla ofrojnë kontroll të saktë duke u fikur menjëherë kur vida ndalet.
Në Makineritë e Formimit me Injeksion të Tipit me Vidë, të gjitha elektrike, mekanizmi i vidave ofron kontroll të pakrahasueshëm mbi shpejtësinë, presionin dhe pozicionimin. Kjo precizion minimizon ndryshimet midis cikleve, duke siguruar shkallë të qëndrueshme mbushjeje dhe madhësi të fishekëve. Këto përparime jo vetëm që përmirësojnë cilësinë e shkrirjes, por edhe rrisin efikasitetin e përgjithshëm të procesit të formimit.
- Automatizimi dhe integrimi i robotikës rrisin më tej prodhimin.
- Dizajnet e vidave me efikasitet energjetik kontribuojnë në kursimin e kostove.
- Përdorimi i qëndrueshëm i materialeve është në përputhje me praktikat moderne të prodhimit.
Njësia e injektimit në një Makinë Formimi me Injeksion të Tipit me Vidë mishëron sinergjinë e inxhinierisë së përparuar dhe kontrollit preciz. Komponentët e saj punojnë së bashku pa probleme për të ofruar prodhim me cilësi të lartë, efikas dhe të besueshëm.
Njësi shtrëngimi dhe myku

Njësitë e shtrëngimit dhe të formës janë komponentë kritikë të një makine për derdhje plastike me injeksion. Ato sigurojnë që forma të mbetet e mbyllur mirë gjatë procesit të injektimit dhe lehtësojnë formimin e pjesëve të sakta dhe me cilësi të lartë. Këto njësi përbëhen nga forma, pllakat dhe motori, secila duke luajtur një rol të veçantë në procesin e derdhjes.
Myku
Forma shërben si zgavra ku plastika e shkrirë merr formë. Dizajni i saj ndikon drejtpërdrejt në cilësinë dhe konsistencën e produktit përfundimtar.Praktikat më të mira në dizajnin e mykuttheksojnë trashësinë uniforme të murit për të parandaluar defekte si deformimi dhe shenjat e lavamanit gjatë ftohjes. Kalimet e lëmuara midis trashësive të ndryshme, të arritura përmes prerjeve ose filetave, rrisin më tej integritetin strukturor.
- Trashësia e duhur e murit shmang të metat kozmetike siç janë deformimi dhe fundosja.
- Fortësia strukturore mund të përmirësohet me brinjë dhe përforcues në vend të rritjes së trashësisë.
- Teknikat e Projektimit të Eksperimenteve (DOE) ndihmojnë në identifikimin e defekteve herët, duke siguruar performancë dhe besueshmëri optimale.
Në një Makinë Formimi me Injeksion të Tipit me Vidë, preciziteti i formës siguron që të arrihen dizajne të ndërlikuara dhe toleranca të ngushta. Kjo aftësi e bën atë ideale për prodhimin e pjesëve komplekse me cilësi të qëndrueshme.
Pllaka
Pllakat janë pllaka të mëdha dhe të sheshta që e mbajnë mykun në vend dhe shpërndajnë forcën shtrënguese në mënyrë të barabartë. Dizajni dhe integriteti i tyre strukturor janë jetikë për ruajtjen e shtrirjes së mykut dhe sigurimin e presionit uniform gjatë procesit të injektimit. Parametrat kryesorë teknikë që ndikojnë në efektivitetin e pllakës përfshijnë ndikimin e peshës, aftësinë mbajtëse të ngarkesës dhe optimizimin strukturor.
| Parametri | Ndikimi në shtrirjen e mykut |
|---|---|
| Ndikimi në peshë | Përbën gati 70% të peshës totale të makinës, duke ndikuar në stabilitetin dhe shtrirjen. |
| Rëndësia Ekonomike | Optimizimi i dizajnit zvogëlon konsumin e lëndës së parë, duke rritur efikasitetin e kostos. |
| Ndikimi në Performancë | Siguron shtrirjen e duhur të mykut dhe shpërndarjen uniforme të presionit, thelbësore për prodhim me cilësi të lartë. |
| Optimizimi Strukturor | Përmirëson madhësinë, formën dhe shpërndarjen e materialit për një shtrirje më të mirë. |
| Kapaciteti Mbajtës i Ngarkesës | Përmirëson qëndrueshmërinë dhe mbështet shtrirjen e mykut nën stresin operativ. |
Në një Makinë Formimi me Injeksion të Tipit Vidë, pllakat kontribuojnë në aftësinë e makinës për të prodhuar pjesë me saktësi të lartë dimensionale. Dizajni i tyre i fuqishëm siguron qëndrueshmëri dhe performancë të qëndrueshme, edhe nën forca të larta shtrëngimi.
Motorri
Motori fuqizon mekanizmin e shtrëngimit, duke i mundësuar formës të hapet dhe mbyllet me precizion. Ai luan një rol vendimtar në ruajtjen e shpejtësisë dhe saktësisë së procesit të shtrëngimit.Motorë modernë të ngasjes, veçanërisht në makinat tërësisht elektrike, ofrojnë kontroll të përmirësuar mbi forcën e shtrëngimit dhe pozicionimin. Kjo precizion minimizon konsumimin e formës dhe zvogëlon kohët e ciklit, duke përmirësuar efikasitetin e përgjithshëm.
Motorët me efikasitet energjetik kontribuojnë gjithashtu në kursimin e kostove dhe qëndrueshmërinë. Duke optimizuar konsumin e energjisë, ato përputhen me praktikat moderne të prodhimit që i japin përparësi përgjegjësisë mjedisore. Në një Makinë Formimi me Injeksion të Tipit me Vidë, motori siguron funksionim të pandërprerë, duke mbështetur prodhimin me shpejtësi të lartë pa kompromentuar cilësinë.
Këshillë:Mirëmbajtja e rregullt e motorit mund të zgjasë jetëgjatësinë e tij dhe të parandalojë ndërprerjet e papritura të funksionimit, duke siguruar prodhim të pandërprerë.
Njësitë e shtrëngimit dhe të formësimit ilustrojnë sinergjinë e inxhinierisë dhe precizitetit në makinat e formësimit me injeksion të plastikës. Dizajni dhe funksionaliteti i tyre ndikojnë drejtpërdrejt në aftësinë e makinës për të prodhuar pjesë me cilësi të lartë në mënyrë efikase dhe të besueshme.
Sisteme Ngrohjeje dhe Kontrolli të Temperaturës
Sistemet efikase të ngrohjes dhe kontrollit të temperaturës janë thelbësore për ruajtjen e cilësisë dhe qëndrueshmërisë së proceseve të derdhjes me injeksion të plastikës. Këto sisteme sigurojnë që materiali plastik të arrijë pikën e saktë të shkrirjes dhe që temperatura e formës të mbetet e qëndrueshme gjatë gjithë ciklit.
Ngrohës me fuçi
Ngrohës fuçiLuajnë një rol kritik në shkrirjen e peletave plastike në temperaturën e tyre optimale. Ato përdorin zona të shumëfishta ngrohjeje për të arritur kontroll të saktë të temperaturës, i cili është jetik për cilësinë uniforme të shkrirjes. Menaxhimi efektiv i temperaturës rrit efikasitetin e energjisë dhe përmirëson sipërfaqen e pjesëve të derdhura.
- Kontrolli i duhur i temperaturave të fuçisë parandalon degradimin e materialit, veçanërisht gjatë kohëve të zgjatura të qëndrimit.
- Ruajtja e një temperature të synuar të shkrirjes prej afërsisht 490°F siguron rrjedhje të vazhdueshme të materialit dhe zvogëlon defektet.
- Luhatjet në temperaturën e fuçisë mund të ndikojnë negativisht në cilësinë e produktit, duke e bërë monitorimin e afërt thelbësor.
Dizajnet e avancuara të fuçive shpesh përfshijnë elementë ngrohjeje me efikasitet energjetik, duke ulur kostot operative duke ruajtur performancë të lartë. Këto karakteristika përputhen me praktikat moderne të prodhimit që i japin përparësi qëndrueshmërisë dhe efikasitetit.
Ngrohës myku
Ngrohësit e mykut rregullojnë temperaturën e mykut, duke siguruar cilësi të qëndrueshme të pjesës dhe duke zvogëluar kohëzgjatjen e ciklit. Trashësia e materialit të mykut ndikon ndjeshëm në shkallët e transferimit të nxehtësisë. Seksionet më të trasha e ruajnë nxehtësinë më gjatë, ndërsa seksionet më të holla ftohen më shpejt. Rregullimi i cilësimeve të ngrohësit të mykut bazuar në trashësinë e materialit parandalon probleme si deformimi dhe siguron shpërndarje uniforme të temperaturës.
Teknikat shkencore të formëzimit optimizojnë më tej performancën e ngrohësit të formave. Këto metodologji minimizojnë kohën e fillimit, zvogëlojnë shkallën e skrapit dhe rrisin qëndrueshmërinë e procesit. Duke ruajtur temperaturat e sakta të formave, prodhuesit arrijnë fitimprurësi dhe efikasitet më të lartë.
Mekanizmi i Kontrollit të Temperaturës
I/E/Të/Tëmekanizmi i kontrollit të temperaturëssiguron stabilitet dhe saktësi gjatë procesit të derdhjes. Strategjitë e përparuara, të tilla si kontrolli fuzzy i rregullueshëm nga ekspertët, kombinojnë kontrollin tradicional PID me logjikën fuzzy për të optimizuar temperaturën e fuçisë. Kjo qasje minimizon tejkalimin dhe lëkundjen, duke përmirësuar performancën e përgjithshme të sistemit.
| Strategjia e Kontrollit | Përshkrimi |
|---|---|
| Kontroll i Rregullueshëm i Ekspertit me Fuzzy | Kombinon kontrollin nga eksperti, kontrollin fuzzy dhe kontrollin PID për stabilitet dhe saktësi të përmirësuar. |
| Kontrolli PID | Metoda tradicionale e prirur ndaj tejkalimit dhe luhatjes. |
| Kontroll Parashikues i Modelit | Gjurmon shpejtësinë e injektimit, duke përmirësuar saktësinë në proceset e derdhjes. |
Modelet e të mësuarit automatik, siç janë algoritmet e pyllit të rastësishëm, kontribuojnë gjithashtu në efikasitetin e energjisë duke identifikuar faktorët kryesorë që ndikojnë në konsumin e energjisë. Këto inovacione u mundësojnë prodhuesve të balancojnë përdorimin e energjisë me cilësinë e pjesëve, duke rritur më tej qëndrueshmërinë e operacioneve të derdhjes me injeksion.
Njësitë Hidraulike dhe të Kontrollit
Njësitë hidraulike dhe të kontrollit janë komponentë thelbësorë të një makine për derdhje plastike me injeksion. Këto sisteme punojnë së bashku për të siguruar funksionim të saktë, performancë efikase dhecilësi e qëndrueshme e produktit.
Sistemi Hidraulik
Sistemi hidraulik fuqizon lëvizjen e mekanizmave të injektimit dhe shtrëngimit. Ai gjeneron forcën e nevojshme për të injektuar plastikën e shkrirë në formë dhe për të ruajtur presionin e shtrëngimit gjatë procesit të derdhjes. Pompat hidraulike, valvulat dhe cilindrat formojnë thelbin e këtij sistemi, duke ofruar performancë të kontrolluar dhe të besueshme.
Sistemet moderne hidraulike përfshijnë teknologji të përparuara për tërrit efikasitetinPompat me zhvendosje të ndryshueshme rregullojnë shkallën e rrjedhjes bazuar në nevojat operative të makinës, duke zvogëluar konsumin e energjisë. Përveç kësaj, valvulat proporcionale ofrojnë kontroll të saktë mbi presionin dhe rrjedhën, duke siguruar lëvizje të lëmuara dhe të sakta. Këto karakteristika kontribuojnë në aftësinë e makinës për të prodhuar pjesë me cilësi të lartë me mbeturina minimale.
Këshillë:Mirëmbajtja e rregullt e komponentëve hidraulikë, siç është kontrolli për rrjedhje dhe monitorimi i cilësisë së vajit, mund të zgjasë jetëgjatësinë e sistemit dhe të parandalojë ndërprerjet e funksionimit.
Paneli i Kontrollit
Paneli i kontrollit vepron si truri i makinës së derdhjes me injeksion. Ai monitoron dhe rregullon të gjitha funksionet e makinës, duke siguruar performancë optimale. I pajisur me sensorë, paneli i kontrollit mbledh të dhëna në kohë reale mbi parametrat kritikë si temperatura, presioni dhe pozicioni. Për shembull:
- Sensorët matin dhe japin reagime mbi temperaturën dhe presionin.
- Sensorët e membranës unazore sigurojnë matje të sakta të pozicionit duke përdorur qeliza matëse të tendosjes.
Modelet e të mësuarit automatik të integruara në panelin e kontrollit i rrisin më tej aftësitë e tij. Këto modele parashikojnë parametrat e cilësisë së pjesëve si stresi i rrjedhshmërisë dhe moduli, duke optimizuar cilësimet e procesit për rezultate të qëndrueshme. Gjetjet eksperimentale i vërtetojnë këto modele duke krahasuar vlerat e parashikuara me rezultatet aktuale, duke konfirmuar efektivitetin e tyre në përmirësimin e efikasitetit të prodhimit.
Njësitë hidraulike dhe të kontrollit ilustrojnë sinergjinë e teknologjive mekanike dhe dixhitale, duke siguruar saktësi dhe besueshmëri në makinat e derdhjes me injeksion të plastikës.
Mekanizmat e ushqyerjes dhe nxjerrjes
Njësia e Ushqyerjes
I/E/Të/Tënjësi ushqyeseSiguron një furnizim të vazhdueshëm me lëndë të parë plastike për makinën e derdhjes me injeksion. Zakonisht përbëhet nga një hendek dhe një vidë ushqyese. Henku ruan kokrrizat plastike dhe i drejton ato në fuçi, ku materiali shkrihet. Graviteti dhe dridhjet e kontrolluara lehtësojnë rrjedhën e qetë të kokrrizave, duke parandaluar bllokimet ose ndërprerjet gjatë prodhimit.
Njësitë moderne të ushqyerjes shpesh përfshijnë veçori të përparuara si sistemet e tharjes së materialeve. Këto sisteme largojnë lagështinë nga peletat, gjë që është thelbësore për ruajtjen e cilësisë së shkrirjes dhe parandalimin e defekteve në produktin përfundimtar. Përveç kësaj, mekanizmat e automatizuar të ushqyerjes rrisin efikasitetin duke sinkronizuar furnizimin me material me shpejtësinë operative të makinës. Ky sinkronizim minimizon humbjen e materialit dhe siguron cikle prodhimi të pandërprera.
Njësia e nxjerrjes
I/E/Të/Tënjësi nxjerrjejeLuan një rol jetësor në heqjen e pjesës së derdhur nga zgavra e formës pas ftohjes. Përdor kunja nxjerrëse, pllaka ose shpërthime ajri për të lëshuar produktin e përfunduar pa shkaktuar dëme. Preciziteti në kohën dhe forcën e nxjerrjes është thelbësor për të ruajtur integritetin e pjesës së derdhur dhe për të parandaluar defekte si deformimi ose çarja.
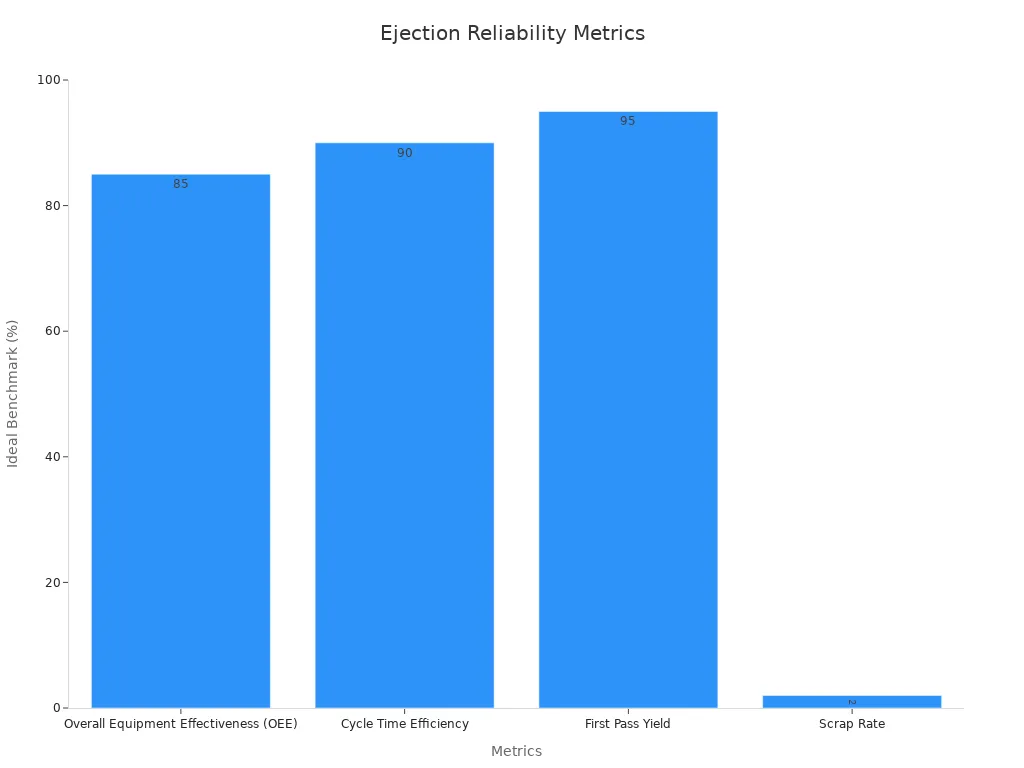
Njësitë e besueshme të nxjerrjes zvogëlojnë ndjeshëm kohët e ndërprerjes së ciklit të prodhimit. Metrika të tilla si Efektiviteti i Përgjithshëm i Pajisjeve (OEE), Efikasiteti i Kohës së Ciklit dhe Rendimenti i Kalimit të Parë (FPY) vërtetojnë performancën e tyre. Për shembull:
| Metrikë | Përshkrimi | Standardi ideal |
|---|---|---|
| Efektiviteti i Përgjithshëm i Pajisjeve (OEE) | Mat efikasitetin e prodhimit; llogaritet nga disponueshmëria, performanca dhe cilësia. | ~85% |
| Efikasiteti i Kohës së Ciklit | Gjurmon kohën për të përfunduar një cikël prodhimi; kohët më të ulëta rrisin rendimentin. | 90% ose më e lartë |
| Rendimenti i Kalimit të Parë (FPY) | Përqindja e produkteve të prodhuara saktë që në herën e parë; vlerat e larta tregojnë procese efektive. | >95% |
| Shkalla e skrapit | Përqindja e materialeve të hedhura; normat më të ulëta rrisin fitimprurësinë. | <2% |
Sistemet e përparuara të nxjerrjes integrojnë sensorë për të monitoruar dhe rregulluar forcën e nxjerrjes në mënyrë dinamike. Këto inovacione sigurojnë cilësi të qëndrueshme të pjesëve, duke minimizuar konsumimin e formës dhe komponentëve të makinës. Mirëmbajtja e rregullt e njësisë së nxjerrjes rrit më tej besueshmërinë e saj dhe zgjat jetëgjatësinë e saj operative.
Një makinë për derdhjen e plastikës me injeksion integron komponentë të përparuar për të ofruar performancë të jashtëzakonshme. Çdo pjesë kontribuon në efikasitetin, cilësinë dhe besueshmërinë e prodhimit. Zotërimi i këtyre sistemeve siguron rezultate optimale.
| Metrikë | Përshkrimi |
|---|---|
| Efikasiteti i Prodhimit | Pasqyron se sa efektivisht lëndët e para transformohen në produkte të gatshme. |
| Shkalla e skrapit | Tregon përqindjen e prodhimit që nuk i plotëson standardet e cilësisë. |
| Koha e ndërprerjes së makinës | Ndikon në efikasitetin e prodhimit dhe kostot operative, thelbësore për fitimprurësinë. |
Të kuptuarit e këtyre metrikave nxjerr në pah rolin e makinës në arritjen e një rezultati të qëndrueshëm dhe me cilësi të lartë.
Pyetje të shpeshta
1. Çfarë materialesh mund të përdoren në makinat e derdhjes me injeksion të plastikës?
Makineritë e derdhjes me injeksion të plastikës përpunojnë termoplastikë si ABS, polipropilen dhe najlon. Ato gjithashtu trajtojnë plastika inxhinierike si polikarbonat dhe PEEK.
2. Si ndikon kontrolli i temperaturës në cilësinë e produktit?
Kontrolli i saktë i temperaturës siguron cilësi uniforme të shkrirjes, zvogëlon defektet dhe rrit saktësinë dimensionale. Ai parandalon degradimin e materialit gjatë cikleve të zgjatura të përpunimit.
3. Cilat praktika mirëmbajtjeje përmirësojnë performancën e makinës?
Lubrifikimi i rregullt, kontrollet e sistemit hidraulik dhe pastrimi i njësive të furnizimit parandalojnë konsumimin dhe ndërprerjen e punës. Sensorët e monitorimit sigurojnë funksionim të qëndrueshëm dhe zgjasin jetëgjatësinë e makinës.
Koha e postimit: 28 maj 2025